Plastik Enjeksiyon Yöntemi
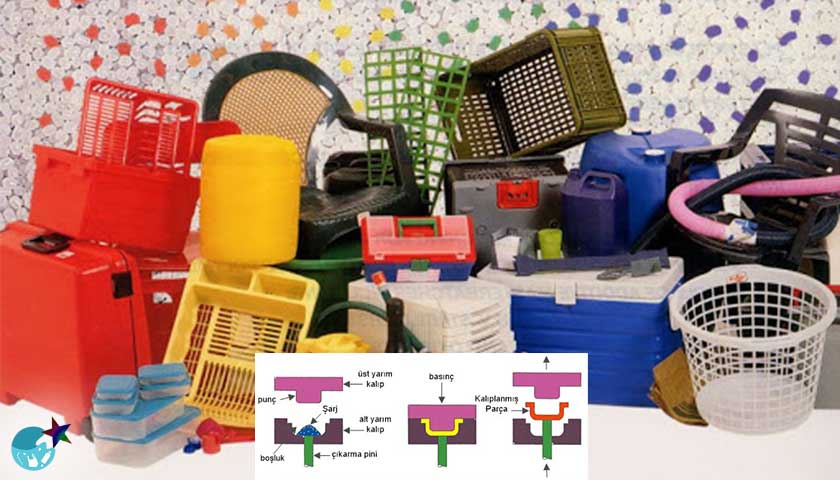
Plastik enjeksiyon yöntemi geniş bir aralıktaki plastik tüketim malzemelerinin üretilmesindeki ekonomik ve popüler yöntemlerden birisidir. Bu yöntemle araç panelleri, bilgisayar parçaları, ev eşyaları gibi ürünler üretilebilmektedir. Bu ürünler plastik enjeksiyon yöntemi kullanılarak farklı ölçülerde ve çeşitli ihtiyaçları karşılamak için seri üretim yoluyla üretilebilmektedirler.
Bu yöntemle termoplastikler, termosetler ve bazı elastomerler kullanılarak imalat yapılabilmektedir. 1995 yılından beri plastik enjeksiyona uygun malzemelerin sayısı gün geçtikçe artmıştır ve günümüzde yaklaşık olarak 18,000 malzemenin bu yöntemle imal edilmesi mümkün olmuştur.
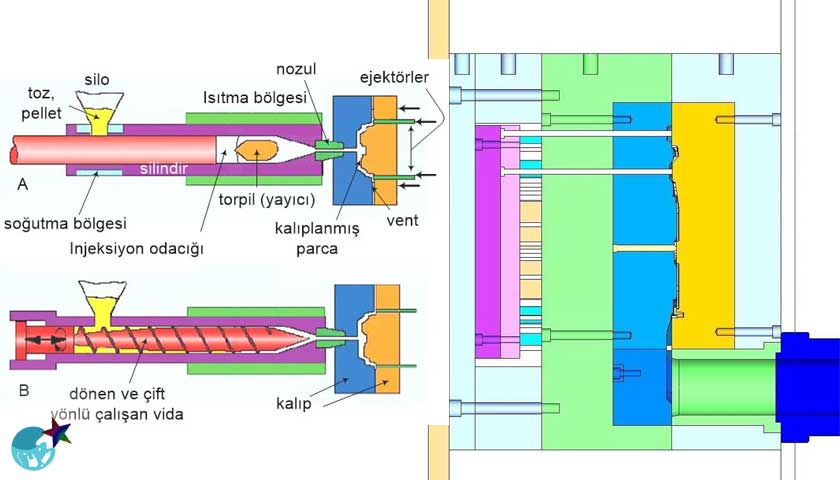
Yöntem plastik ham malzemenin sıcaklık yardımı ile eritilmesinin ardından bir kalıbın içine basılarak istenilen şekle getirilmesi prensibine dayanır. Ham malzeme istenilen şekle gelirken kalıp içerisinde soğur ve parça kalıptan çıkarılır. Teknolojik gelişmeler ile birlikte, bu yöntemle 15 gramdan yaklaşık 23 kilograma kadar parçalar imal edilebilmektedir. (Eker, 2004)
Parça İmalat Süreci
- Hammadde Kurutma Aşaması: Bu aşamada ham malzeme kurutma ünitesinde yaklaşık olarak 2-3 saat 80°C sıcaklıkta bekletilir.
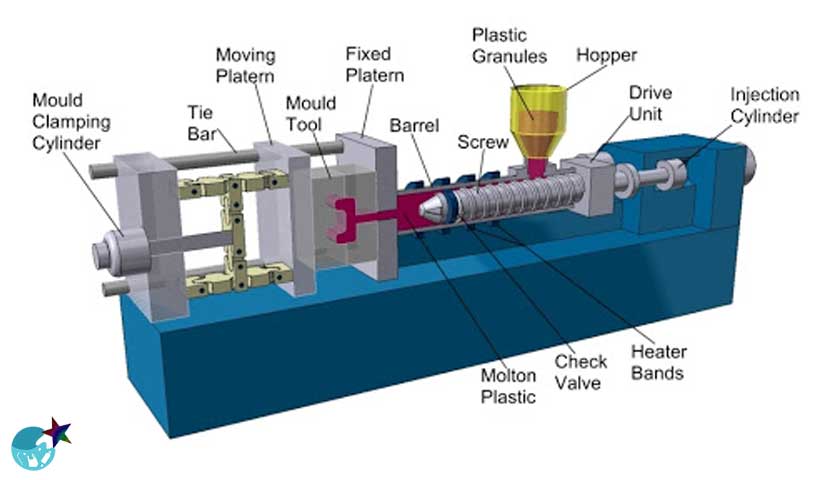
- Plastikleştirme Aşaması: Bu aşamada kurutulmuş ham malzeme besleyicinin kapağı açılarak sonsuz vida yardımıyla ısıtıcı birimlere doğru itilir. Burada farklı sıcaklıklardaki ısıtıcılardan geçerek eriyen malzeme enjekte memesine doğru hareket eder. Isıtıcıların sıcaklıkları ABS malzeme için (220 225 230)°C olarak ayarlanmıştır. SAN malzeme içinse bu sıcaklıklar (230 235 240)°C olarak düzenlenmiştir.
- Plastikleştirme Aşamasının Bitmesi: Sonsuz vidanın hareketi sona erer ve enjekte memesinde yeterince malzeme vardır. Burada dikkat edilmesi gereken önemli şeylerden biri her seferinde aynı kalitede ve ağırlıkta malzeme almak için kalıba enjekte edilen malzeme miktarı her seferinde aynı olmalıdır.
- Kalıbın Kapanması: Enjeksiyon işlemine geçilmeden evvel, kalıbın iki yarısı mengene ünitesi tarafından güvenli bir şekilde kapatılır. Kalıbın her iki yarısı enjeksiyon ünitesiyle birleşir ve bu kalıplardan birisi eksenel yönde hareket edebilmektedir. Hidrolik ünite sayesinde mengene kalıpları bir araya getirir ve bu aşamadan sonra enjeksiyon işlemine başlanır.
- Enjeksiyon İşleminin Başlaması: Küçük tanecikler halindeki plastik ham malzemesi besleyiciden sonra sonsuz vida yardımıyla meme ucundan geçerek kalıplara ulaşır. Erimiş halde bulunan plastik malzemenin akış özelliklerinin değişimi ve karmaşıklığından dolayı enjeksiyon zamanının tam olarak belirlenmesi zor bir işlemdir. (Noordin, 2009)
- Soğuma Aşaması: Kalıp içerisine enjekte edilen plastik malzeme burada soğumaya başlar. Bu soğumanın sonucu olarak plastik malzeme enjekte edildiği kalıbın şeklini alarak katılaşmaya başlar. Gerekli soğuma süresince kalıp açılamaz. Bu süre çeşitli plastik malzemenin et kalınlığı, termodinamik ve mekanik özelliklerine göre hesaplanabilir.
- Ürünün Kalıptan Dışarı Atılması: Belirli bir süre geçtikten sonra kalıp içerisinde soğuyan ve katılaşan malzeme kalıptan itici vasıtasıyla dışarı atılır. İtici kalıbın bir yarısına yerleştirilir ve kalıp açıldığında itici mil ileri hareket ederek pimleri harekete geçirir. Parça kalıptan dışarı atıldıktan sonra kalıplar tekrar mengene ünitesi tarafından birleştirilir ve bir sonraki enjeksiyon işlemine hazırlanır.