Ekstrüzyon Şişirme Makinesi Prosesi
1. Ekstrüzyon şişirme (Sürekli, Akümülatif ve Ko-Ekstruzyon)
2. Stretch şişirme
3. Enjeksiyon şişirme
4. Enjeksiyon stretch şişirme
Tabi ki bunun dışında dünya şişirme teknolojilerinde yerine alan dalma metodu (dip blow molding) ve rotasyon metodu da (molding with rotation) bulunmaktadır. Yukarıda söz konusu olan ve PARKER PLASTİK MAKİNELERİ’nde en iyi uygulamalarını bulabileceğimiz Ekstrüzyon şişirme teknolojisi, şişirme dünyasında en çok kullanılan metotların başında gelmektedir.
Genel Şişirme Yöntemleri ve İşlem Sırası; Şişirme prosesi şişirme mantığı bakımından birbirinden farklı iki alt gruba ayrılmaktadır, ekstrüzyon şişirme ve streç şişirme işlemi. Kısaca açılamak gerekirse; Streç şişirme prosesinde daha önce enjeksiyon makinesi ile kalıplanmış preformlar tekrar ısıtılarak bir şişirme çubuğu yardımıyla gerilir ve basınçlı hava ile bu gerilmiş preformlar şişirilerek tekrar kalıplanmış olur…
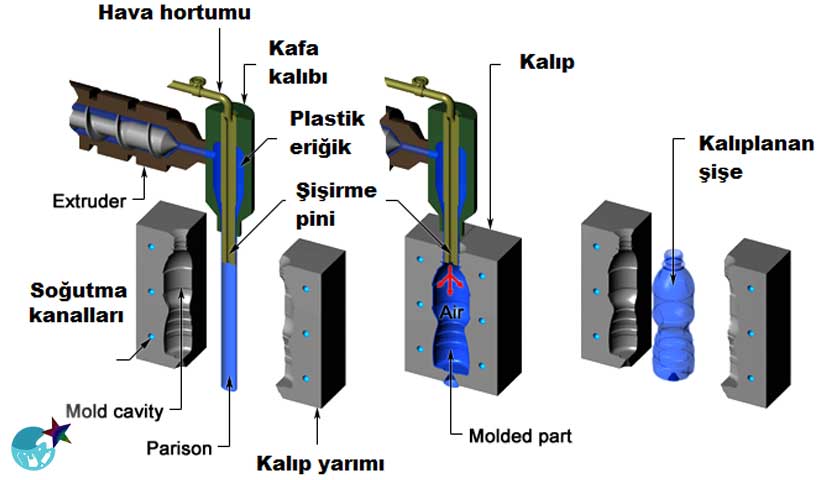
Ekstrüzyon şişirme prosesinin temel basamakları aşağıda sıralandığı gibidir;
1. Termoplastik hammaddenin bir eksturuderde plastikleştirilmesi ve hazırlanması
2. Dikey bir akış ile erimiş plastiğin yönlendirilmesi
3. Erimiş hammaddenin parison denilen akışkan hortum haline getirilip kafadan dışarı akıtılması
4. Parison aktığı kafaya, sadece kafa, ekstüruzyon kafası, şişirme kafası ve parison kafası da denilmektedir
5. Kafadan akan parisonun bir kalıbın arasında mengene yardımı ile kıstırılması
6. Şişirme pinleri ya da şişirme iğneleri (ya da sibobları) nın kapalı olan kalıbın içine girmesi
7. Soğutma suyuylan soğutulmuş kalıp duvarlarının arasındaki parisonun şişirme pinleri aracılığı ile basınçlı hava ile şişirilmesi ve şişirme işleminin sonunda boğaz çapağından arındırılması
8. Kalıbın açılarak şişirilmiş ürünün şişirme pininde asılı kalması
9. Şişirilmiş ürünün kenar bölgelerindeki çapaklarından arındırılması.
Yukarda sayılan basamakların dışında ürünü etiketlemek veya sızıntı testi yapmak için opsiyonel ekipmanları makineye bağlıyarak prosesin basamaklarını arttırmak mümkündür. Çok büyük hacimlerdeki konteynırlar için parisonun açıta ki ucunu sağlam bir şekilde birleştirmek için kaynak cihazları da prosese dahil edilmektedir. Bir ekstruzyon şişirme makinesini incelersek aşağıda anlatıldığı gibi birkaç alt sisteme ayrıldığını görürüz;
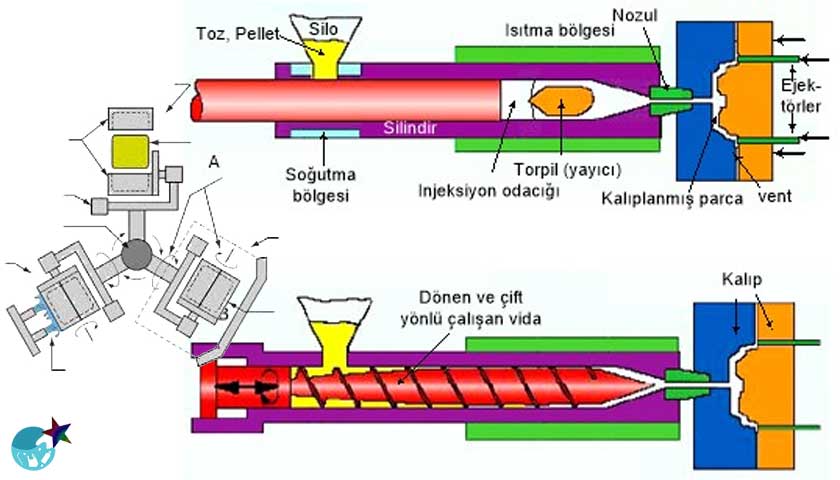
1. Ekstrüder: Bu bölüme hammadde haznesi, kovan, vida, DC (genel olarak) veya AC vida motor ve ısıtıcı bantları ve fanlar bulunmaktadır. Şişirme makinelerinde kullanılan ekstruzyon vida sistemi genel ekstruzyon sistemlerinde kullanılan 3 aşamalı vida sistemidir ve esas olan renk karıştırmada homojenlik sağlaması ve kolay temizlenebilir olmasıdır. Isıtıcı bantları kovanı ısıtma işlemini sürdürürken P.I.D sistemine bağlı olan soğutucu fanları kovan bölge ısı derecelerini hammaddeden yüksek verim alabilmesi için sabit tutmaya çalışmalıdır. Üretimin hızını arttırılması açısından vida motorunun hızının rahatlıkla ayarlanabilmesi ve istenilen dönüş hızlarına vakit kaybetmeden kendini adapte edebilmesi gerekmektedir. Bu şekilde çalışan kullanım açısından operatörün makineye hakim olabildiği bir sistemi Parker Şişirme makinelerinde görmek ve incelemek mümkündür.
2. Parison Kafası: Eriyik haldeki hammaddeyi yatay bir akış ile parison adı verilen akışkan hortum halinde dışarıya veren sistemdir. Parison kafasının daha öncede söylediğimiz gibi esas işlevi eksturuderden gelen erimiş hammaddeyi dikey bir iletimle akışkan hortuma dönüştürmek ve akışkan hortumun (parison), üretim ihtiyacına göre duvar kalınlığının ayarlanmasını sağlamaktır. Eksturuderden gelen erimiş hammaddeyi parison haline getirmek için kafa içinde yer alan merkezi besleme kafası şekil ve işleyiş bakımından çeşitlilik gösterse de genel olarak tercih edileni hammaddenin akışını rahatlatan ve hızlı renk değiştirmesini sağlayan Parker Şişirme makinelerinde de kullanılan örümcek tip denilen şeklidir.
3. Şişirme pinleri: Şişirme işleminin yapıldığı ve boğaz çapağının alındığı bölümdür. Şişirme işlemi kalıplama sürecinin en önemli safhalarından biri olup şişirme pinlerinin ürünün kalitesini arttırmak için tüm ayarlarının rahatlıkla yapılabilmesi ve kontrol edilmesi gerekmektedir. Şişirme pinleri kalıpla buluşmadan önce hava üflemeye başlayabilmeli ve şişirme için kullanılan havanın basıncı, akış hızı, şişirme süresi ve egzoz süresi rahatlıkla ayarlanabilmeli ve üretim aşamasında kontrol paneli yardımıyla bu işlemler rahatlıkla izlenebilmelidir.
4. Hareketli mengene grubu: Kalıbın, şişirme pinleri ve parison kafası arasında hareketini sağlayan sistemdir. Parker Şişirme makinelerinde de kullanılan, yatay sistem kalıbın kilitleme sırasında en yüksek verimin alınmasına ve kalıp ölçülerinde çok daha fazla seçeneğe sahip olmamıza yardımcı olmaktadır.
5. Kontrol sistemleri: Makinenin genel kontrol sistemleri ve parison (moog) kalınlı kontrol sistemleridir. Kalıp ayarlarının yapılarak kaydedildiği, makine operatörünün tamamen makineye hakim olabildiği sistemler tercih edilmelidir. Parker Şişirme makinelerinde kullanılan kontrol grubu gibi kendi kendini açılayan ve gerektiğinde kullanıcıya yol gösteren kontrol grupları tercih edilmelidir.
6. Yardımcı ekipmanlar: Çeşitli çapak alma aparatlarını, taşıyıcı sistemlerini, kalıp içi etiketleme sistemlerini, mal alma robotlarını, sızdırmazlı test aparatlarını bu kategoride sayabiliriz.