
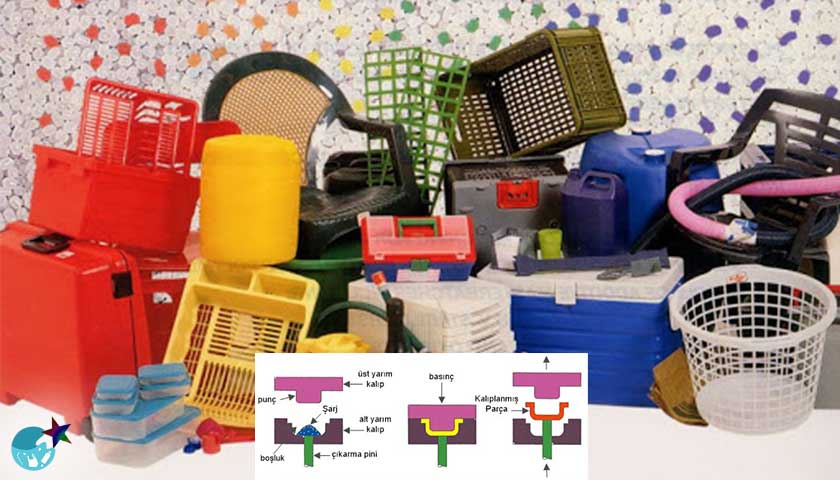
Basınçlı Kalıplama
Basınçla kalıplama kısmen kürlenmiş termoset reçinelerin şekillendirilmesinde kullanılır. Kompozit termoplastikler ve çok kuvvetli fiberglas malzemelerde başarılı sonuçlar verir. Proseste ön-ısıtma uygulanan malzeme önceden ısıtılmış kalıp boşluğuna konulur. Kalıp kapatılır ve tüm kalıp alanına temas edecek şekilde yerleştirilmiş bir tıkaç veya zımba üzerine basınç uygulayarak kalıp içine bastırılır. Kalıplanan malzeme tamamen kürleninceye kadar ısı ve basınç uygulamasına devam edilir. Bu proses kısmen kürlenmiş termoset reçinelerin şekillendirilmesinde kullanılır. Kompozit termoplastikler ve çok kuvvetli fiberglas malzemelerde başarılı sonuçlar verir.
Basınçlı kalıplamada kalıplar, bir prese bağlanırlar. Üst kalıp presin koç’una alt kalıp ise presin alt tablasına bağlanır. Erkek kalıbın üstünde ısıtma plakası,dişi kalıbın altında ısıtma plakaları mevcuttur.
Kalıbın üst kısmı yukarı doğru hareket ederek kalıp açılır. Dişi kalıp içine tablet konur. Kalıbın üst kısmı hareketli olduğu için aşağı doğru iner ve kalıp kapanır.
Isıtılan reçine kapanan kalıpta şekil alır. Bu şekilde basınç altında tutulan reçine bir süre bekletilir ki çapraz bağlanma ile yapısı iyice güçlensin.Katılaşınca kalıp açılır. Çıkartma pimlerinin yardımıyla ürün dışarı alıp soğutulur.
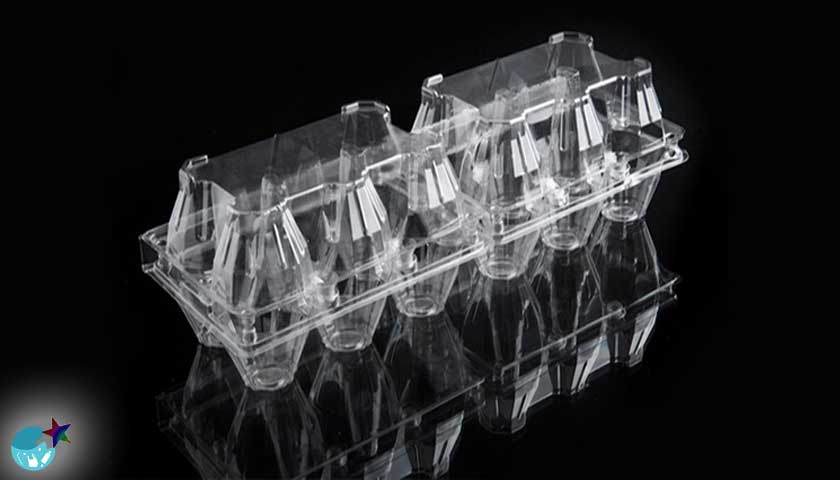
Basınçlı Kalıplama Ürünleri
Basınçlı kalıplama ürünleri arasında, elektrik anahtar parçaları, radyo ve tv kasaları, çekmece ve kasaya benzer parçalar, düğmeler gibi basit ve ucuz parçalar üretilir. Karmaşık ve çok ağır parçaların üretimi için uygun bir yöntem değildir.
Basınç kalıplama yönteminin avantajları:
- Biçimlendirilmiş parçada mekanik özellikler bakımından bölgesel farklılıklar yoktur, gerilmeler bulunmaz.
- Parçada merkez kaçıklığı pek görülmez.
- Hücresel boşluklar oluşmaz.
- Malzeme akışından kaynaklanan erozyon azlığı kalıp bakım masraflarının düşük olmasını sağlar.
- Kalıp konstrüksiyonları her türlü cihaza kolayca uyarlanabilir.
- Malzeme kayıpları azdır.
- Presin son kapama basıncına gerek kalmadan boşluk alıcı güce erişir.
Basınçlı kalıplama yönteminim dezavantajları:
- İşlem süresi uzundur.
- Parçaya ait yükseklik toleransları çapaktan dolayı kritik hale gelir.
- İnce kesitli parçalar çabuk hasar görür.
- Çapak giderme güçtür.
- Parça derinliğinin parça iç çapı veya ölçüsünün iki buçuk mislinden fazla olması halinde bölgesel özellik değişimleri görünür. Bunu en aza indirgemek için 25 mm derinliğindeki parçalar için 210 kgf/cm2 lik nominal değerde bir
basıncın her ilave 25mm derinlik için 50kgf/cm2 arttırılması gerekir.
basınç pek çok kazaya sebep olabiliyor, cihazların sürekli kontrol edilmesi gerek